الكلمات المفتاحية المستهدفة: آلة تشكيل البلاط المزجج، كيفية استخدام آلة التشكيل بالدرفلة، معدات تشكيل سقف البلاط، إنتاج بلاط المعادن، دليل تشغيل آلة التشكيل بالدرفلة، آلة بلاط PPGI
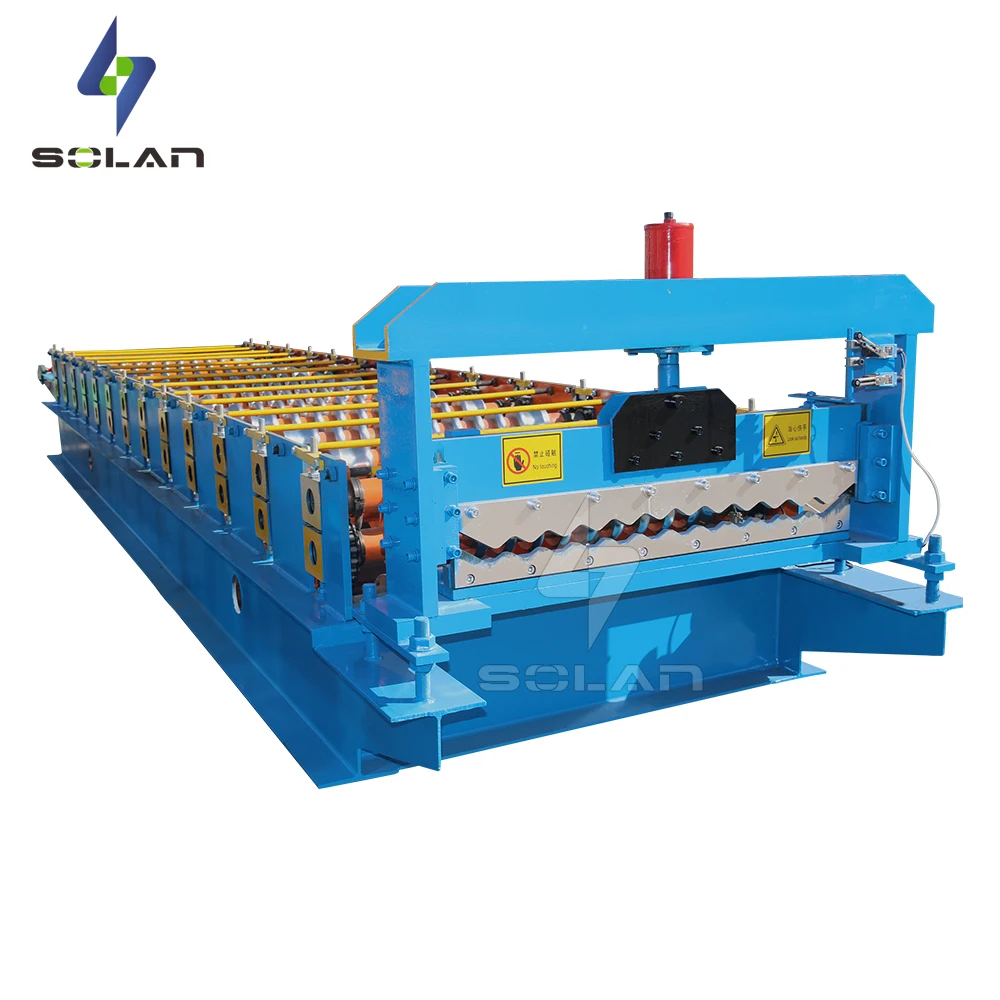
تُعد آلة تشكيل البلاط المزجج معدة أساسية لإنتاج بلاط الأسطح المعدنية الملونة المستخدمة في المباني السكنية الحديثة، والورش الصناعية، ومشاريع الهياكل الفولاذية. ولتحقيق شكل مستقر للبلاط، وقطع دقيق، ومتانة طويلة الأمد للآلة، يجب على المشغلين اتباع الإجراءات الصحيحة للاستخدام.
تحول آلة تشكيل البلاط المزجج لفائف الصلب المطلية بالألوان (PPGI/PPGL) إلى بلاط مزجج منقوش من خلال عملية تشكيل مستمرة بالدرفلة، وتنقية، وقطع هيدروليكي.
الميزات النموذجية:
تحكم أوتوماتيكي بواسطة وحدة التحكم المنطقية القابلة للبرمجة (PLC)
تصميم أسطوانة تنقش ثلاثية الأبعاد
سرعة تشكيل مستقرة تتراوح بين 8–12 م/دقيقة
دقة قطع ±2 مم
يساعد فهم هيكل الجهاز المشغلين على استخدامه بشكل أكثر كفاءة.
التركيز على الكلمات المفتاحية: إعداد الجهاز، تحضير جهاز التشكيل بالدرفلة
قبل تشغيل الجهاز، تحقق من الأمور التالية:
تأكد من استقرار مصدر الطاقة ثلاثي الطور
تحقق من الأسلاك، والطرفيات، واتصالات وحدة التحكم المنطقية القابلة للبرمجة (PLC)
تأكد من أن خزانة التحكم جافة وخالية من الغبار
مستوى الزيت ضمن النطاق الموصى به
عدم وجود تسرب للزيت من الصمامات والخرسان
تظل درجة حرارة النظام الهيدروليكي بين 20–50°م
الأسطوانات نظيفة وخالية من الخدوش
السلسلة والمحاور والتربيسات مُزيتة بشكل صحيح
نصل نظام القطع محاذاه بشكل دقيق
عرض البكرة يطابق ملف التمريرة
تأكد من أن سطح PPGI/PPGL مستوٍ وغير تالف
تساعد هذه الفحوصات في تقليل الأخطاء أثناء الإنتاج وتمديد عمر الماكينة.
الخطوة 1: شغّل الطاقة الرئيسية
الخطوة 2: شغّل مضخة النظام الهيدروليكي
الخطوة 3: افتح لوحة التحكم HMI/PLC
الخطوة 4: حدد المعاملات:
الماسة بين البلاط
طول القطع
الكمية
سرعة التشغيل
الخطوة 5: شغّل الجهاز فارغًا لمدة 1–2 دقيقة للتأكد من عدم وجود ضوضاء غير طبيعية
الخطوة 6: ابدأ تغذية الملف وابدأ الإنتاج التلقائي
اتباع هذه الخطوات يضمن تشغيلًا سلسًا، خاصةً للمشغلين الجدد.
4. شرح عملية الإنتاج (كيفية تشكيل الجهاز للبلاط)
التركيز على الكلمات المفتاحية: عملية إنتاج بلاط التزجيج، سير عمل تشكيل الدحرجة
أ. فك اللفافة والتوجيه
يدخل ملف الصلب إلى الموجه لضمان المحاذاة المثالية.
ب. التشكيل بالدرفلة
تمر الصفيحة عبر محطات متعددة من الأسطوانات، حيث تُشكل المنحنيات والأمواج تدريجيًا. ويضمن المحاذاة الدقيقة لكل أسطوانة سطحًا ناعمًا للبلاطة.
ج. النقش
إذا كان النموذج يشمل النقش، فإن الجهاز يقوم بطباعة نسيج عميق مشابه للسيراميك على بلاطة المعدن.
د. القطع المؤازر/الهيدروليكي
يرسل وحدة التحكم المنطقية القابلة للبرمجة (PLC) إشارات إلى القاطعة لتحقيق أطوال دقيقة للبلاط خالية من الشوائب.
هـ. الإخراج والتكديس
تخرج البلاطات المكتملة إلى جهاز تكديس يدوي أو آلي.
إذا أصبحت أمواج البلاط غير دقيقة أو غير متماثلة، فاضبط عجلات التوجيه.
قد تشير الانحرافات الكبيرة إلى تراكم الغبار على جهاز التشفير أو المستشعرات.
قد تشير إلى عدم اتساق الأسطوانات، أو سلاسل فضفاضة، أو مشكلات في ضغط الزيت الهيدروليكي.
تتطلب درجات الحرارة العالية التبريد أو استبدال الزيت.
تضمن هذه الفحوصات جودة مستقرة للبلاط طوال دورة الإنتاج.