Klíčová slova: zařízení na tváření glazovaných tašek, návod k použití stroje na tváření profilů, zařízení na tváření střešních tašek, výroba kovových tašek, návod na provoz tvářecího stroje, PPGI stroj na tašky
Zařízení na tváření glazovaných tašek je nezbytným vybavením pro výrobu barevných kovových střešních tašek používaných ve moderních rodinných domech, průmyslových dílnách a objektech se skeletovou ocelovou konstrukcí. Pro dosažení stabilního tvaru tašek, přesného řezání a dlouhodobé odolnosti stroje musí obsluha dodržovat správný postup používání.
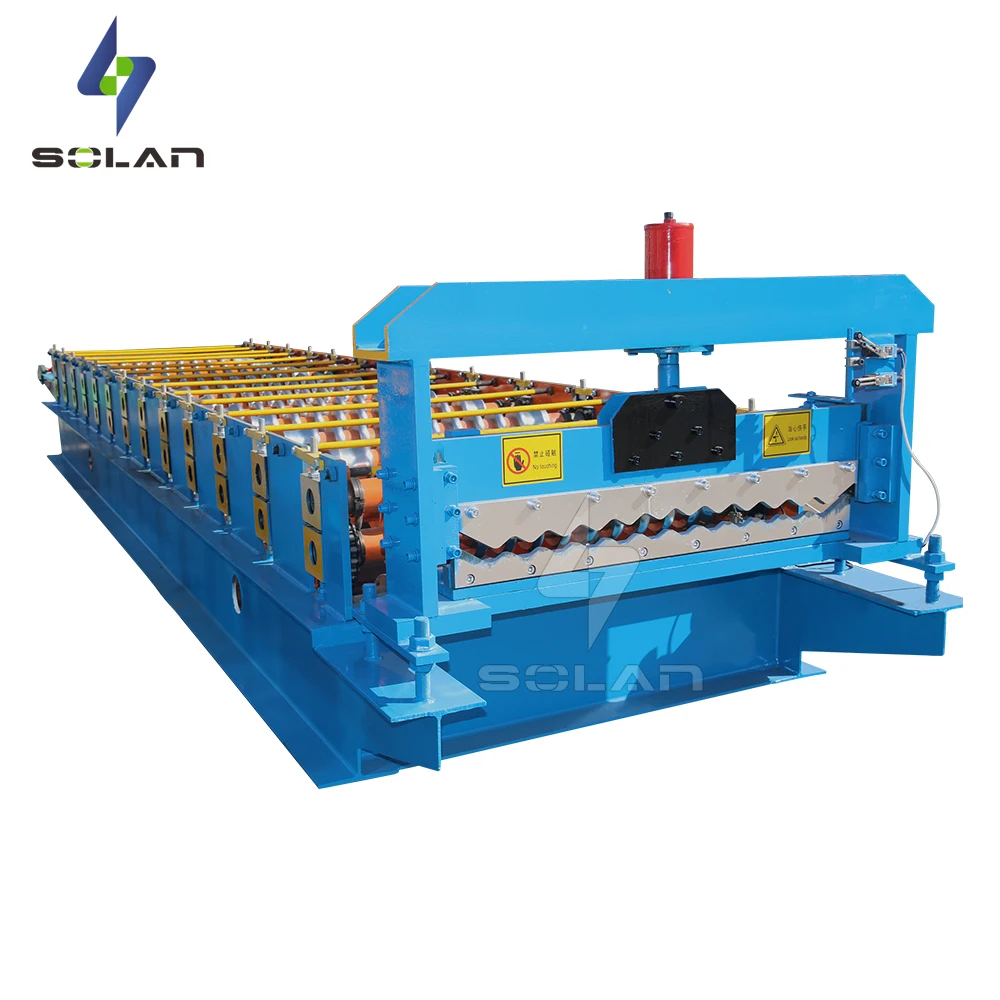
Zařízení na tváření glazovaných tašek přeměňuje cívky pozinkovaného ocelového plechu s barevným nátěrem (PPGI/PPGL) na reléfové glazované střešní tašky prostřednictvím nepřetržitého profilování, vytlačování a hydraulického stříhání.
Typické vlastnosti:
PLC automatická kontrola
návrh válečku s 3D vytlačením
8–12 m/min stabilní rychlost tváření
±2 mm přesnost řezání
Porozumění struktuře stroje pomáhá obsluze efektivněji využívat jeho možnosti.
Zaměření na klíčová slova: nastavení stroje, příprava stroje pro profilování
Před spuštěním stroje zkontrolujte následující:
Ověřte, zda je třífázové napájení stabilní
Zkontrolujte vodiče, svorky a připojení PLC
Ujistěte se, že je ovládací skříň suchá a bez prachu
Hladina oleje v doporučeném rozsahu
Žádné úniky oleje z ventilů a hadic
Teplota hydrauliky zůstává v rozmezí 20–50 °C
Valce čisté, bez škrábanců
Řetěz, hřídele a ozubená kola řádně namazány
Čepel a řezný systém správně seřízeny
Šířka cívky odpovídá profilu tašky
Ujistěte se, že povrch PPGI/PPGL je rovný a nepoškozený
Tyto kontroly pomáhají snížit chyby během výroby a prodloužit životnost stroje.
Krok 1: Zapněte hlavní napájení
Krok 2: Zapněte hydraulické čerpadlo
Krok 3: Otevřete ovládací panel HMI/PLC
Krok 4: Nastavte parametry:
Rozteč dlaždic
Délka řezu
Množství
Rychlost chodu
Krok 5: Nechte stroj běžet naprázdno po dobu 1–2 minuty, aby bylo zajištěno, že nevydává žádný abnormální hluk
Krok 6: Začněte podáváním cívky a spusťte automatickou výrobu
Dodržování těchto kroků zajišťuje hladký chod, zejména pro nové operátory.
4. Vysvětlení výrobního procesu (jak stroj tváří tašky)
Klíčová slova: výrobní proces glazovaných tašek, pracovní postup tváření válcováním
a. Odvíjení a vedení
Ocelová cívka vstupuje do vodiče, aby bylo zajištěno dokonalé zarovnání.
b. Tváření válcováním
Pás prochází více válcovými stanicemi, kde se postupně tvarují křivky a vlny. Přesné zarovnání každého válce zajišťuje hladký povrch tašky.
c. Reliéfní lisování
Pokud model zahrnuje reliéfní lisování, stroj vtlačí hlubokou, keramice podobnou strukturu do kovové tašky.
d. Servo/Hydraulické řezání
PLC posílá signály k řezacímu zařízení, aby dosáhlo přesných délek dlaždic bez otřepů.
e. Výstup a skládání
Hotové dlaždice odcházejí na ruční nebo automatický skladovací systém.
Pokud se vlny dlaždic stávají nepřesnými nebo asymetrickými, upravte vodící kolečka.
Větší odchylka může značit hromadění prachu na enkodéru nebo senzorech.
Může značit nesouosost válečků, uvolněné řetězy nebo problémy s hydraulickým tlakem.
Vysoká teplota vyžaduje ochlazení nebo výměnu oleje.
Tyto kontroly zajišťují stálou kvalitu dlaždic po celou dobu výrobního cyklu.