Ключевые слова: машина для профилирования глазированных плиток, как использовать машину для профилирования, оборудование для формирования кровельной черепицы, производство металлической черепицы, руководство по эксплуатации станка для профилирования, машина для черепицы PPGI
Машина для профилирования глазированных плиток является важнейшим оборудованием для производства цветных металлических кровельных плиток, применяемых в современных жилых зданиях, промышленных цехах и стальных конструкциях. Для получения стабильной формы плитки, точной резки и долговечности оборудования операторы должны соблюдать правильную процедуру эксплуатации.
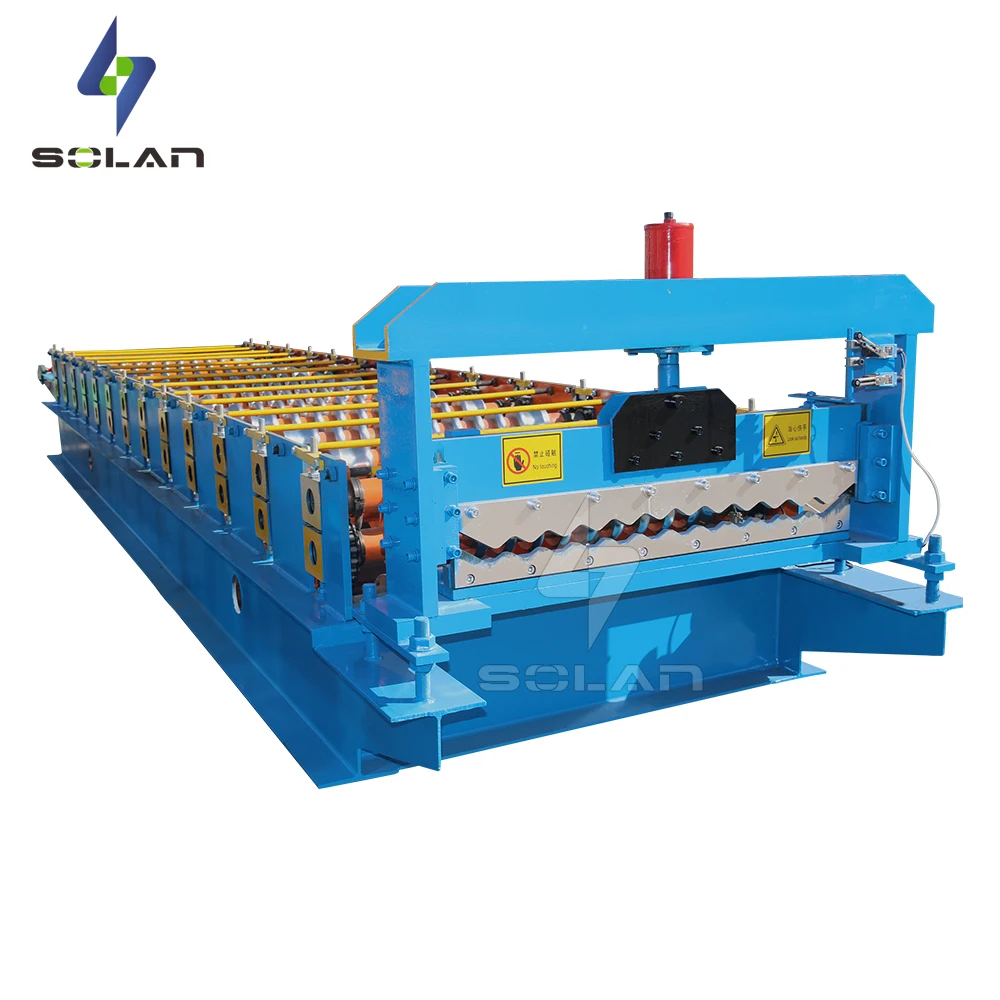
Машина для профилирования глазированных плиток преобразует рулоны цветного покрытого стального листа (PPGI/PPGL) в рельефные глазированные кровельные плитки путем непрерывного профилирования, тиснения и гидравлической резки.
Типичные особенности:
Автоматическое управление с помощью ПЛК
конструкция валков с 3D-тиснением
стабильная скорость формирования 8–12 м/мин
±2 мм точность резки
Понимание конструкции машины помогает операторам использовать ее более эффективно.
Ключевые слова: настройка оборудования, подготовка станка профилирования
Перед запуском станка проверьте следующее:
Убедитесь, что трехфазное электропитание стабильно
Проверьте провода, клеммы и подключения ПЛК
Убедитесь, что шкаф управления сухой и не содержит пыли
Уровень масла в пределах рекомендованного диапазона
Отсутствие утечки масла из клапанов и шлангов
Гидравлическая температура остается в пределах 20–50°C
Валики чистые, без царапин
Цепи, валы и шестерни должным образом смазаны
Лезвие и режущая система правильно выровнены
Ширина рулона соответствует профилю черепицы
Убедитесь, что поверхность PPGI/PPGL ровная и не повреждена
Эти проверки помогают снизить количество ошибок при производстве и продлить срок службы оборудования.
Шаг 1: Включите основное питание
Шаг 2: Включите гидравлический насос
Шаг 3: Откройте панель управления HMI/PLC
Шаг 4: Установите параметры:
Шаг черепицы
Длина резки
Количество
Скорость работы
Шаг 5: Запустите машину без нагрузки на 1–2 минуты, чтобы убедиться в отсутствии посторонних шумов
Шаг 6: Начните подачу рулона и запустите автоматическое производство
Следование этим шагам обеспечивает бесперебойную работу, особенно для новых операторов.
4. Процесс производства, пояснения (как машина формирует черепицу)
Ключевые слова: процесс производства глазурованной черепицы, рабочий процесс профилирования
a. Размотка и направление
Стальной рулон поступает в направляющее устройство для обеспечения идеального выравнивания.
b. Профилирование
Лист проходит через несколько роликовых станций, постепенно формируя изгибы и волны. Точная центровка каждого ролика обеспечивает гладкую поверхность плитки.
в. Тиснение
Если модель предусматривает тиснение, машина наносит глубокий, похожий на керамический, рисунок на металлическую плитку.
г. Серво/гидравлическая резка
ПЛК подает сигналы на резак для достижения точной длины плитки без заусенцев.
д. Вывод и укладка
Готовые плитки поступают на ручной или автоматический укладчик.
Если волны на плитке становятся неточными или асимметричными, отрегулируйте направляющие колеса.
Большое отклонение может указывать на скопление пыли в энкодере или датчиках.
Может указывать на неправильное выравнивание роликов, ослабленные цепи или проблемы с гидравлическим давлением.
Высокая температура требует охлаждения или замены масла.
Эти проверки обеспечивают стабильное качество плитки на протяжении всего производственного цикла.